Nothing screams excellence better than a well-equipped state-of-the-art pharmaceutical facility. One that is effectively designed and intelligently engineered down to the last detail. Bringing together the myriad elements that go into setting up and operationalising such a best-in-class facility is a massive undertaking. But not one you need to take on alone.
Pharma manufacturing machines form the backbone of your entire production process. From purifying and mixing to formulating and filling, pharmaceutical manufacturing machines do it all. And these machines have come a long way in the past many years. Not only does equipment for pharmaceutical manufacturing come with various functionalities for easy maintenance, but the processes they carry out are increasingly automated, eliminating a lot of the manual elements that used to pepper the process.
It’s hardly surprising that pharma manufacturing machines are a class apart: with high quality and sanitary standards which are strictly enforced, there is no way around carefully controlling your processes in pharma. Here, we’re looking at the techniques and technologies that have put pharma manufacturing machines in the lead when it comes to industrial innovation.
Pharma manufacturing machines and equipment you should know about
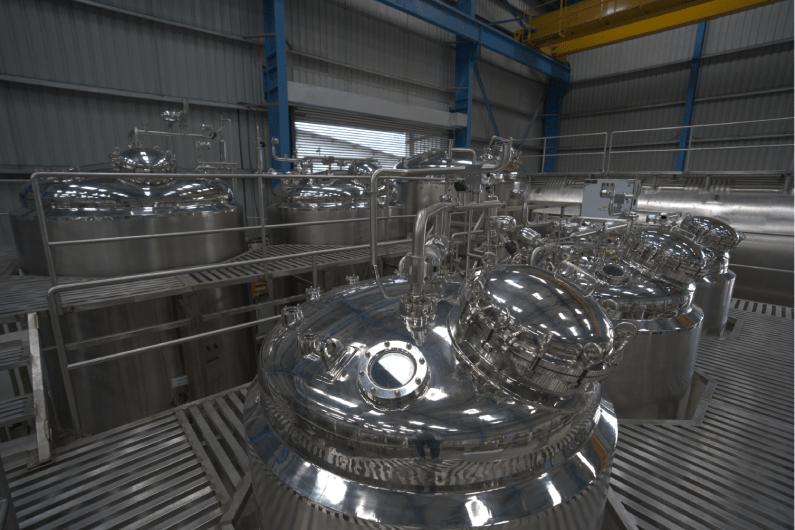
Compounding and manufacturing vessels
If you are a pharma producer of SVPs or LVPs – whether they are injectables, ophthalmic solutions, IV bags or any other parenteral product to be produced using sterile manufacturing – compounding and manufacturing vessels are where the magic happens. But these are no ordinary vessels.
Equipment for pharmaceutical manufacturing is highly specialised to ensure product quality so that patients’ safety is not compromised and neither is your facility’s compliance with stringent regulatory standards.
The most cutting-edge compounding vessels come with a variety of technologies integrated into the equipment itself. For instance, TSA’s manufacturing vessels come with water for injection (WFI) charged inside them. Then, biochemical reactions need extremely precise environmental controls to ensure they proceed smoothly as per plan. So the process vessels for sterile pharma and injectables are equipped with temperature and pH controls. Mechanisms are integrated to prevent microbial activity within the sterile product.
Process equipment for pharmaceutical manufacturing like these compounding vessels are made of the best pharma-grade stainless steel, ideally 316L for the contact surfaces. This makes the pharma manufacturing machines corrosion-resistant, easily cleanable, and highly durable, able to withstand the extreme pressure and temperature conditions under which pharma manufacturing takes place.
Storage and holding vessels
Just like compounding vessels, storage vessels are also integral to the manufacturing process. This equipment for pharmaceutical manufacturing serves to store sterile pharmaceutical preparations under positive nitrogen pressure. Some techniques are carried out to ensure the sterility of the vessel, including pre-sterilisation before filling it with pure steam. These pharma manufacturing machines also come equipped with pumps which enable transfer of the product from the holding vessel to the filling line.
That’s not all. As with compounding vessels, holding vessels are also embedded with technologies that optimise your plant design and processes. Modular skid systems, load cells, level sensors and CIP/SIP integrations are just some of the advancements that can increase the throughput of your pharmaceutical manufacturing machines. (More on this later)
Heat exchangers
Pharmaceutical raw materials and products may need to be kept or mixed at specific temperatures, depending on their thermal stability, reactivity and other properties. This is precisely why heat exchangers are so important: they meet both your heating and cooling needs to maintain the integrity of your products and processes.
Like all other equipment for pharmaceutical manufacturing, heat exchangers are also subject to certain specifications in terms of material, engineering and functionality.
Coil and double tube sheet heat exchangers are the best ones in the market. And if they’re constructed with 316L stainless steel, electropolished down to 0.3 Ra and pre-passivated, there is nothing like it. At TSA, these pharma manufacturing machines also come with data sheets and several software programming options. All of these technologies and techniques do wonders for eliminating bottlenecks, minimising risks, and streamlining production.
Bio kill systems
The wastewater generated during the preparation of products by biopharma or pharma manufacturing machines can be full of pathogens or other genetically altered organisms. Any pharma producer who values the safety of the environment and society will not release this wastewater to an effluent treatment plant without first decontaminating it.
The best bio kill tank systems are usually customisable for either batch or continuous processing of wastewater. Ideally, they would provide the option of a single or dual bio kill system and different levels of automation.
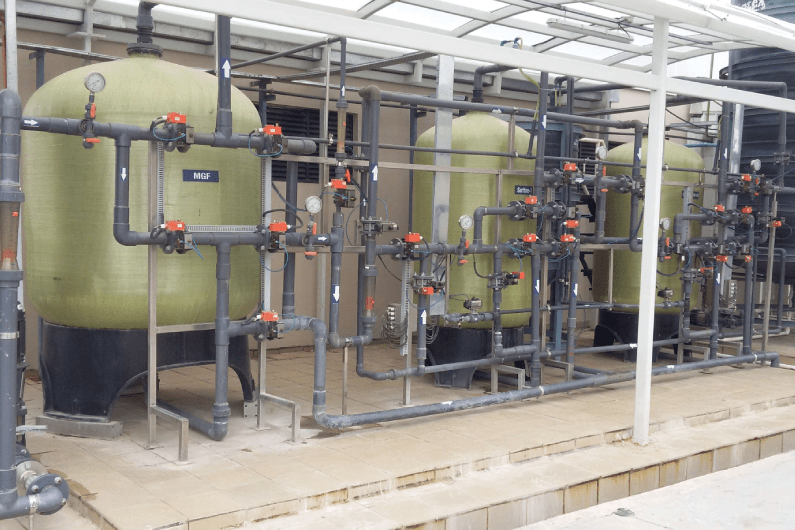
Process piping
All of the pharma manufacturing machines mentioned earlier are critical to pharma and biopharma facilities, but without process piping, they are nothing. Process piping connects the entire network of pharmaceutical manufacturing machinery and vessels, protecting the sterility of the products while streamlining product transfer.
What features and technologies enhance pharma manufacturing machines
Now you know what pharmaceutical manufacturing machines are out there. Process vessels for parenterals, bio kill systems, fermenters, bioreactors, heat exchangers and more. And each of these pieces of equipment for pharmaceutical manufacturing has revolutionised the production process.
But it’s not just these pharma manufacturing machines alone. These equipment come with integrations and customisations which help optimise production to an even larger extent. They add elements of convenience, speed and cost effectiveness – elements which can propel you into the future of pharma production.
Process automation
Automation allows you to effectively leverage the best of all your advanced pharma manufacturing machines. It enhances reliability, speed and safety. Automation also ensures better compliance to sanitary regulations. For example, all of TSA’s process automation systems are 21 CFR part 11 and GAMP 5 compliant. Not only do they facilitate Electronic Batch Records (EBR), but they also allow server-based control and operation.
CIP/SIP integrations
The downtime that comes with your routine cleaning and sterilisation processes is the surest way to slow down production and fall far behind your customers. And also the hassle of taking apart your machinery for cleaning and then manually putting it back together? Why bother? Especially when CIP and SIP systems have made the cleaning and sterilisation processes as easy as pie. This is easily one of the most essential integrations in your pharma manufacturing equipment, one you don’t want to be without if you want to be an industry leader.
Skid systems
Modular skid systems have a number of benefits over traditional stick-built systems. For starters, since skid systems are built as modules, installing them in your facility is much easier and faster than incrementally installing traditional isolated pharma manufacturing machines, a process which would have taken ages and held up the rest of your plant’s activity in the meantime.
Skid systems, on the other hand, can be movable or fixed. Their modularity can offer flexibility, mobility and ease of access and operation as compared to traditional stick-built equipment.
Level sensing
Excipients and APIs need to be mixed in highly precise proportions. Holding and manufacturing vessels need to make sure they don’t overflow, a situation which could result in dangerous compounds contaminating the environment and harming people working there. Or extremely low levels could result in the inflow of air and with it, airborne contaminants that can affect the sterility of the entire process.
But with integrated technologies like level sensors and load cells, both the volume and the mass of your substances can be monitored and controlled constantly.
TSA is one of the best partners you can have when it comes to equipment for pharmaceutical manufacturing. Reach out to us for any of your high purity or process challenges.
You might find these interesting –
Discover top-notch pharma equipment manufacturers in our comprehensive guide
Unlock the potential of process equipment technology in pharma and biotech. Dive into our guide.