Nothing in the world ever stops evolving. Right now, globally, climate change is altering temperatures, sea levels, natural habitats and consequently, the disease burden of each region. To keep up with the increasing and evolving burden of communicable and non-communicable diseases, pharmaceutical manufacturing also needs to adapt constantly to the new and increasing demand.
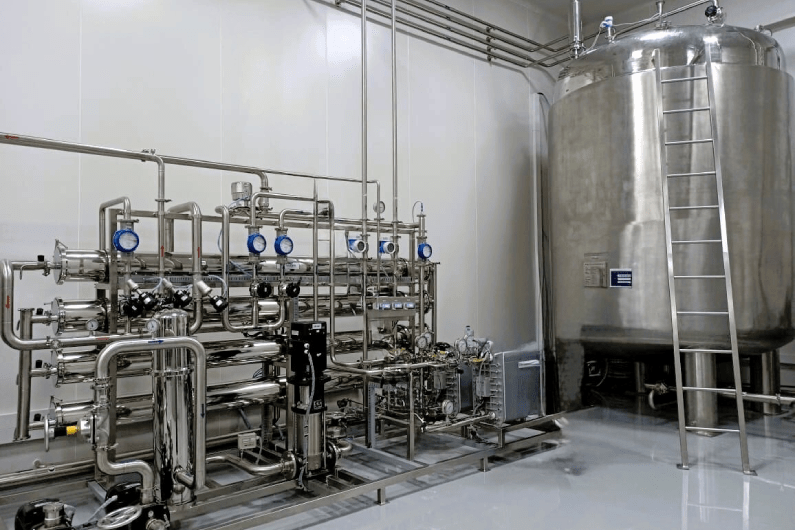
The future of pharma manufacturing involves highly agile, streamlined processes which can address the changing needs of the times to come. The entire range of pharmaceutical equipment – from manufacturing vessels and process piping to heat exchangers and bio kill systems – has already made leaps and bounds from where it used to be some years ago.
Pharmaceutical equipment has already achieved a sophistication of design, quality of material, and level of processing efficiency which add significant value to the pharma manufacturing process. Continuing to stay abreast with the latest in the industry is critical to your success, especially in the pharmaceutical sector, where sanitary standards are sky high, ever evolving, and different in different regions of the world. Moreover, keeping your pharmaceutical manufacturing facility updated with the times is the surest indicator you can give to your consumers that you have quality, safety and efficiency as your top priorities.
Any lapses in the integrity of the pharma manufacturing process can lead to adverse events in patients who use the drugs in question. Substandard drugs as well as product leaks pose a very real threat to human health and life. Minimising these risks has always been critical to the success of the pharma manufacturing process. As time goes by and the production process becomes more and more sophisticated, it would be ideal to completely eliminate any risks to human and environmental health and safety. Essentially, the future of pharmaceutical manufacturing is centred on a heightened focus on product quality, zero tolerance for contamination, and the prioritisation of human and environmental safety.
In the past many years, pharma manufacturing has undergone a transformation with regard to technological interventions, advanced equipment and process automation. And it will continue to develop with time. Let us sneak a glance at what the future of pharmaceutical manufacturing might look like.
What might the future of pharmaceutical manufacturing look like?
Whether you are a manufacturer of parenterals, oral solid dosages, proteins, enzymes or biosimilars, your future is likely to look fairly different from your present as advancements in technology pave a fresh path for you to tread. But as a pharmaceutical manufacturer, it’s not necessary that you will just follow in the footsteps of industry leaders. Like TSA, you could play an active role in the transformation of the industry. How, you ask? Let’s have a look.
Customisation
The first principle of setting up a pharmaceutical manufacturing facility is that there is no one-size-fits-all approach to any problem. Customisation is key to a flexible, agile and streamlined production line. If you want to manufacture parenterals, your requirements in terms of piping, production capacity, temperature, pressure and purified water will be quite different from if you want to produce biosimilars or oral solid dosages. Based on your end product and the scale of your operations, it is always ideal to have customised process equipment and tailored processes to eliminate wastage, avoid dead spaces and bottlenecks, and get the most targeted outcome from the resources you have at your disposal.
The kind of customisations that you can make to your pharma manufacturing process and equipment have no limit. Starting from modular skid systems and CIP and SIP integrations to process automation that minimises human intervention – and therefore limits the scope for product contamination – a future in which all process equipment involved in the manufacturing process is not tailored to your specific purpose is unimaginable.
Automation
As we’ve just discussed, the more times that human beings have to interfere in the production of a pharmaceutical product, the higher the likelihood becomes that a contaminant will be introduced or a standard operating procedure will not be followed in a reliable, repeatable manner. There is also a risk to the health of the people handling toxic chemicals or high temperature and pressure environments.
With automation, you can wave goodbye to so many of these risks. For starters, automated systems ensure consistency, speed and repeatability at a level far superior to any manual processes. Second, as human beings interact with environments even outside the sterile production space, they are likely to introduce the microorganisms in and on their bodies into the raw materials or final pharmaceutical products. And finally, even the air is home to microbes that could easily find their way into your chemicals and biochemicals, altering their properties and the ways in which they interact with the people who consume them. With closed automated processes, you can rest assured that your machine is keeping your raw materials and final products protected as every interaction of the product with its environment can be monitored.
Today, and even more so tomorrow, automation is a prerequisite for success in pharmaceutical manufacturing. Far into the future, automated systems will continue to play an integral role in connecting the different elements of pharma manufacturing – sequencing processes, streamlining them, and ensuring an overall unrivalled harmony between process systems which will revolutionise the scale and agility with which pharma manufacturing will take place.
In the long run, automation in pharmaceutical manufacturing is indispensable if you want to remain competitive in an industry which counts on long-term cost savings, unfailing repeatability and zero allowances for contamination.
Symbiotic industry partnerships
In a future in which machines can take over not just the dangerous, repetitive and tedious aspects of pharmaceutical manufacturing, but also potentially the design and engineering of your systems, maintaining fruitful human relationships with your equipment manufacturer and their team of experts will be crucial to ensuring you get the support you need, when you need it.
For us at TSA, a meaningful partnership does not end with a purchase. In fact, that’s the point where our long journey with pharma manufacturers begins. We don’t like our customers to go running from pillar to post, searching for the perfect piece of pharmaceutical equipment. Hence, we have a comprehensive service range to service your every high purity and process challenge.
As a forward looking, future-ready organisation, we also place great importance on regular maintenance and life cycle support. Which is why we offer Annual Maintenance Contracts, or AMCs, with our every product and service. In a future full of robots and artificially intelligent machines, it’s nice – even necessary – to have a human touch, a real person to lean on. And for that, TSA and its team of experts have got your back.
The future of pharmaceutical manufacturing is characterised by a zero compromise attitude to quality and the determination to use the latest advancements to ensure that you are delivering quality products. At TSA, we see a process or high purity challenge, and we can’t help but begin to devise solutions for it. In the future of pharmaceutical manufacturing, these commitments that we have made – to quality, cost-effectiveness and efficiency – and our eagerness to face challenges head on, make us the ideal partner to collaborate with as you step into the exciting future of pharma manufacturing.