The pharmaceutical industry uses pure water in various ways. It can be employed in the formulation of non-parenteral products as well as the last washing of containers and process machinery. It may be employed in the initial washing of containers and the feeding of WFI systems during the production of parenteral goods. It is thus important to understand the purified water generation system in the pharmaceutical industry.
While there are several purified water generation processes, the main objective of all the operations are:
- cGMP compliance
- Adhering to the guidelines set by the global pharmacopoeias
- Upholding on-site specifications
- Sanitary in-line instrumentation
What is Purified Water in Pharma?
The term “purified water” is frequently used in pharmaceutical operations. Simply put, it is a type of pharmaceutical-grade water that is frequently employed as an excipient in the manufacturing of sterile and pyrogenic medications.
Different Purified Water Generation Systems in Pharmaceutical Industry
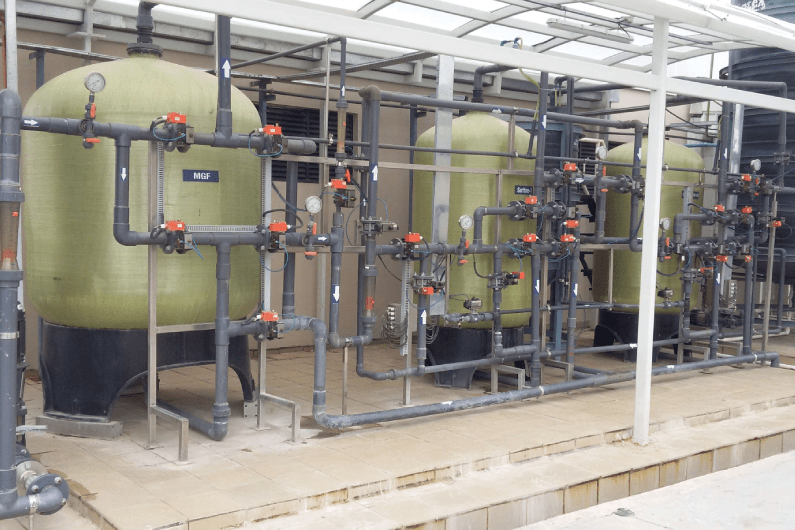
Pure water generation systems in pharma are usually designed keeping in mind the scope and scale of the plant and the end-use product specifications. One of the first steps in the purified water generation system in the pharmaceutical industry is the pre-treatment. Depending on the quality of the feed water and the requirement of the process, the pre-treatment stage may include the following processes:
Chlorination
An anti-oxidant such as chlorine is added to the water to eliminate bacteria and viruses.
Dosing System
Three key goals are achieved during the dosing process. To prevent the water’s silica, sulphates, and other precipitates from fouling the filter membranes, an anti-scalent dosage is used by adding sodium hexametaphosphates. After that, acids like acetic acid and hydrochloric acid are added to the water to remove carbon dioxide. This is called the pH correction dosage. The chlorine that was added during the chlorination process is additionally removed from the water by adding SMBS, or sodium metabisulfite, as chlorine could corrode the RO membranes in the pipes.
Commonly-Used Purified Water Generation System Designs in Pharma
After the water is suitably pre-treated, different purified water generation systems in the pharmaceutical industry are undertaken for further purification.
Reverse Osmosis or RO
Reverse osmosis is one of the most commonly used different purified water generation systems in the pharmaceutical industry and is considered one of the best methods for filtration.
Using semi-permeable membranes, reverse osmosis forces the water to the diluted side by interrupting the water’s normal osmotic flow. The reverse osmosis membranes are typically constructed of cellulose acetate and have incredibly small pores that allow water to pass through while trapping bacteria. The water rejects the impurities as it travels through the membranes when a high-pressure pump is used to force the water through. Additionally, it is crucial to make sure that the membranes utilised in the procedure need particular sanitization techniques. Microbial pollutants are removed from the membranes while they are being rinsed with hot water that is 80 degrees Celsius. Inorganic contaminants that could impair the quality of the water being carried through the membranes are removed using acids like citric acid.
RO is effective at removing salts, sugars, dyes, bacteria, other particles, microorganisms, trihalomethanes, pesticides, and volatile organic compounds. However, it cannot eliminate the dissolved gases in the water, such as carbon dioxide.
Electrodeionisation or EDI
EDI is a popular and cost-effective method used for the manufacturing of high-purity water in pharma.
Ion exchange and electrolysis form the basis of the de-ionization process. Its major goal is to remove particular ions from the water and swap them out for more preferable ions.
Different ions, or molecules and atoms with various charges, can be found in water. The terms “cations” and “anions” are used to describe the positive and negative charges of ions, respectively. Ion-exchanging membranes, which are essentially high surface electrodes with positive and negative charges, are used to separate the ion exchange resin beds that are used to set up the EDI module. The positively charged cation flows toward the negatively charged anode, and the negatively charged anions move toward the positively charged cathode, causing the water to become de-ionized when an electric current is sent through it at a right angle.
De-ionization efficiently eliminates water-dissolved pollutants such as salts, minerals, and organic contaminants.
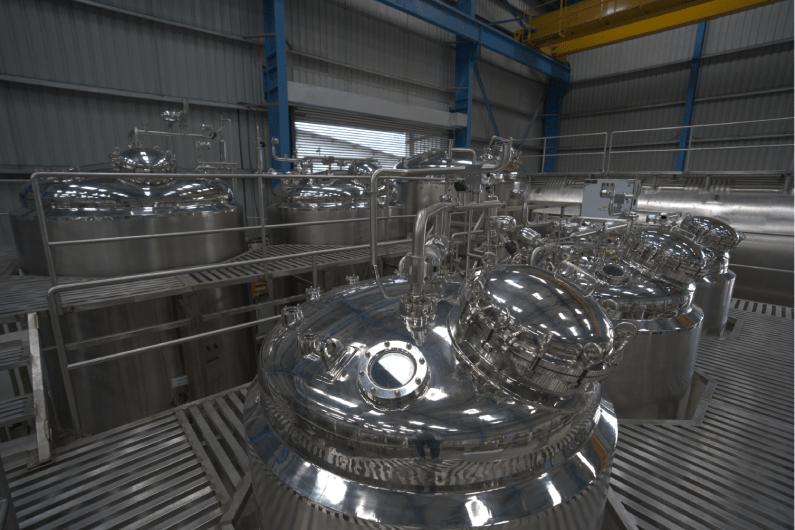
Distillation
Distillation makes use of the volatility (difference in vapour pressures) of the water and contaminants that are suspended in it. In a multi-column distillation facility that has been properly developed, the water is boiled, and the vapours are condensed to obtain clean and sterile water.
Water for injection is one of the main applications for the purified water produced by the distillation process, as distillation is capable of removing endotoxins from the water. Water for injection (WFI) is a type of pharmaceutical water that is suitable for putting pharmaceuticals or treatments right into patients’ bloodstreams.
Ultra-violet Disinfection
UV disinfection is one of the low-cost and quick methods of producing high-purity water. In this procedure, pathogens such as bacteria, viruses, algae, moulds, etc., are removed from the water by exposing it to UV radiation of particular wavelengths using a UV lamp.
Cleaning in Place (CIP), a technique used in the pharmaceutical industry to make sure the vessels, equipment, pipes, filters, and other paraphernalia are safe to be used for various pharma operations, is one of the primary applications of UV disinfection outside of the manufacture of healthcare products.
TSA has almost 20 years of experience delivering optimized purified water solutions at the lowest cost per litre. Our team can support you at every stage, from design and installation and validation to after-sales support.